

һ���aƷ���g����
1�����Ჿ��
1.1 ��չ��f��
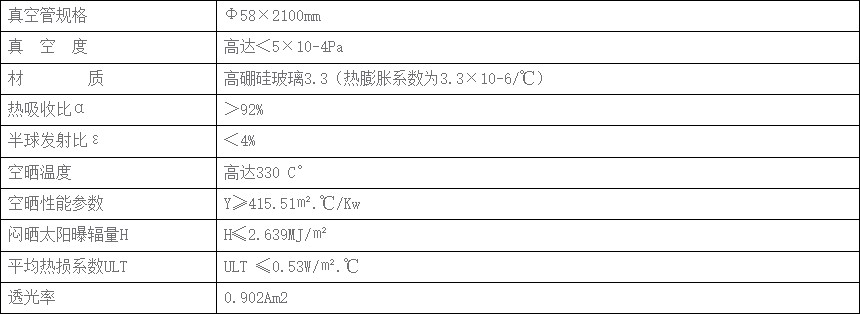
��ɫĤ��������ϡ�н���Ԫ�أ���׃Ĥ�ӷ��ӽY������̫ꖹ��V���շ�����0.25��0.3�ף��܉�̫ꖹ�Ĺ��V���գ��^��ͨ��չܵß���ࡣ
�R˼ꖹ�̫���ȫ������չ�
1.2 ��չ����܅���
2���A�Ჿ�֡��A��ˮ��
2.1 ˮ�乤ˇ�f��
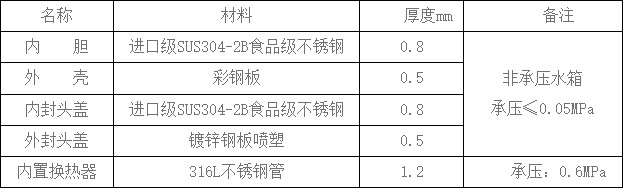
ˮ��Ͱ�����a�����Ƀ�đ���⚤�ɗl���a���M�ɣ�ԓ���a�������˔��ؼ��g�ӹ���Ҫ�����ܴ_������λ�ijߴ羫�Ⱥ�λ�þ��ȡ��ڃ�Ͱ���a���������ˉ�ƽ�����ȹ��_������չܰ��b�ĈA�Ⱥ̓�Ͱ�ď��ȡ�
��Ͱ�ĺ��ӹ��������X�ԄӚ�Ᵽ�o���ߜ�늻�˲�g���ۺ��Ӽ��g��ʹ���p�����_�����溸���p����ͣ����ڶ��Ԛ��w���ı��o�£��p���˲��ϵı�������������˺��Ӳ�λ��ˮ�е����g�ԣ����ó��ߜ�늻�˲�g���ۼ��g���O��ĜpС���۳��w�e���p���˺��Ӳ�λ�ľ���׃��������ȵı����˾��g���g���ں��ӽӿڵ���ʽ�ϲ��������M��ƽ�挦�ӷ�ʽ��ʹ���Ӳ�λ���汣��ƽ�����ص�ֹ�˿p϶���g�Įa�����Ķ��_���˹�˾���a�ğ�ˮ���ĮaƷ�|����ʹ�É����õ��˴�����L��
2.2 ˮ����ϼ��g����
3���A�Ჿ�֡����،Ӱl�ݹ�ˇ
3.1 �l�ݹ�ˇ�f��
ˮ�䱣�ذl�����a����Ҫ�Ƀ���Ͱ�M�b���a����ȫ�ԄӸ߉��l�ݙC�ͱ����컯��ˮ���M�ɡ������h���ضȡ�����Ԅ��{���l�ݘ����M���ٶȺͰl�ݜضȣ��Դ_�����،Ӱl�ݾ���ȡ��]���ʺ��ݿ��ܶȣ���Ч�ı��C�˟�ˮ���ı���Ч�����c���y�����ɰl����Ⱦ��б���Ч���á��ݿ��ܶȾ����]���ʸߡ������ϵ��С��
3.2�l�Ӳ�����Ҫ���g����
4�����ز��֡�֧�ܼ���Ϳ
4.1 ֧�����a����Ϳ��ˇ
֧�ܲ���һ�Λ_�����ͣ�ǰ̎������������M����X����ϵ�y���Ԅ��M�Ѓɴ�Ó֬��һ�α����{������̎�������a�Ĺ�������̎����ȫ��������������Ϳ�������Ӣ���M�ڙC����ȫ�Ԅ��o�������Ϳ�b�ã�������Ϳ�^��ȫ�Ԅӣ����懊Ϳ�������ܣ����a�h���Ƀ��o��Ⱦ���o�������̻����������X�ؿؼ��g�������ڹ̻������ȼӟ����Ϳ�����̻���֣��γ��m��̫��ܮaƷ���H�����l�������Ѓ�Խ�Ŀ����⾀�ϻ��������_�����ܣ������g���ܺ��b��������õ����Է��o�ӡ�
ע��֧�ܲ��χ������̼����ϴ�ʩ��
���ܹ�ˇ���̣����ϡ����AÓ֬����Ó֬������ˮϴ����ˮϴ����������ˮϴ1�Ρ���ˮϴ2�Ρ������ɡ�����ɡ������ܡ����̻���������
4.2 ֧�����a����Ϳ��Ҫ���g����
4.2.1֧�ܲ������P���g����

5���ܷⲿ��
���zȦ�����mȦ���Ã��|���z�����Џ��Ժá��ܷ��ԏ����oζ���͜ظߡ����ϻ����������^�L�r�g�ߜؼӟ���к����|��
6���aƷ���c��
1��ˮ����ÓQ��������ˮ�M��Q�����M��������Q���Ķ���߳�ˮ�ضȡ��o��ʹ�ü���ѭ�h�á�����Һ���p�����\�I�ɱ���
2���o�茣�T�O�ß�ˮ�C������ż���Ĉ��������aƷ���Ԍ��F���_�������b������������o���~�����ӳ�������
3����ˮ�M����ˮ����ÿ�춼�����rˮ����ˮ���l����
4�����Ը�����Դ�Y��ʹ�ã�����ʹ��̫��ܟ�ˮ����Ҋ��ꎡ��꣬ѩ��⣬��ˮ�ض�δ�_���O���ضȡ����Ԇ����o����Դ���磺�՚��ܡ�ȼ���ˮ���ȣ���
5��ϵ�y����ˮ���O����Ӻ���y���_������ߜ؟�ˮ�C����